CEAD is continuously researching the optimal printing properties for various high-end thermoplastic materials. By doing so, CEAD is able to advise the end users of our extruders and Flexbots about the optimal use of fiber reinforced materials specific to their applications.
Our newest addition to the team of application engineers, Andrew van de Looi, started his CEAD experience with a graduate internship for his studies into aviation technology at Inholland Delft.
Central in his thesis was the question “What are the print settings for three specific materials that lead to improved mechanical properties using the E25 pellet extruder?”. This article elaborates on Andrew’s research method.

Providing the best possible additive manufacturing solutions
As a large format additive manufacturing (LFAM) solutions provider, the added value of CEAD does not limit to solely the implementation of our machines. We like to think along with specific production or research applications of LFAM. One way of doing so is by researching fiber reinforced thermoplastic printing materials with our extruders.
When new materials are released to the market, we jump on the opportunity to test and research them extensively. Hereby we aim at the best printing settings using our extruder and various applications. In order to help companies kickstart their additive manufacturing process, we provide Flexbot and pellet extruder users with the datasheets produced by material tests.
Measuring mechanical properties
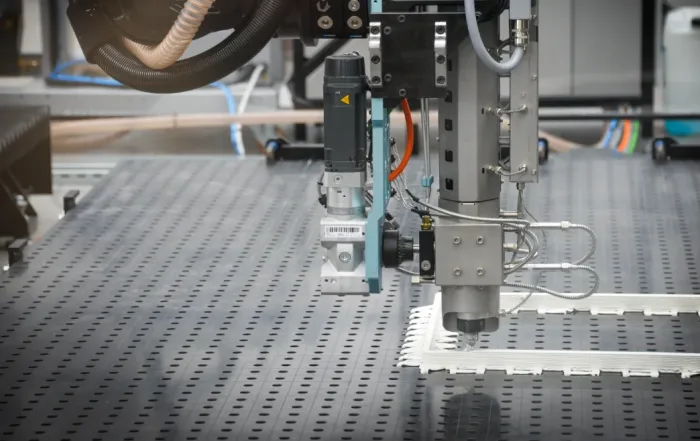
This study focused on the best print temperature and extruder settings. Thermoplastic pellets enter the top of the extruder and exit through the nozzle at the bottom as beads with high viscosity. Inside the extruder’s barrel, a screw is responsible for the downwards movement of the pellets.
However, the extruder configurations affect the mechanical properties of the printed object differently. Examples of these settings are: the temperature of the extruder, the diameter of the nozzle, layer time, number of rotations of the screw per minute (RPM) and torque (the force delivered unto the pellets in the barrel by the screw).
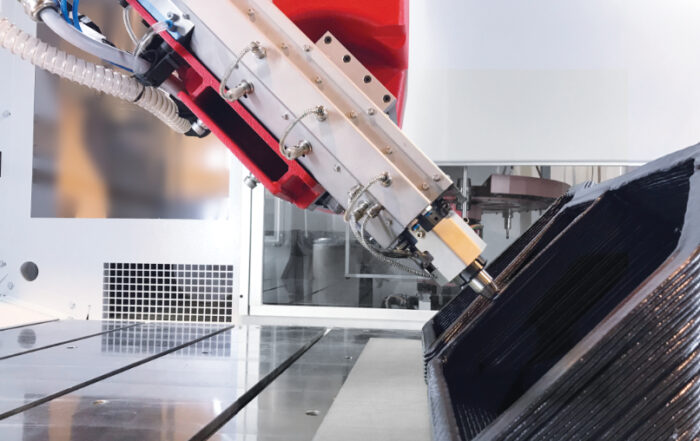
Central in this research was a large scale application, thus two larger nozzles (9 and 12mm) were used in the material test. These nozzle sizes provided beads from 18 to 22mm wide. Furthermore, printing temperature varied as well. RPM, torque and layer time however were kept stable.
The focus thus lay on settings concerning temperature of the E25 extruder, nozzle diameters and their influence on the mechanical properties of prints.



High-end thermoplastic material
The high quality materials tested were ABS, PEI, PC. All materials were reinforced with 20% carbon fiber. These materials are applicable in various applications and are thus of great interest for research.
CEAD is always looking for high quality materials. In this case, the material was sponsored by Airtech Advanced Materials Group. Andrew was in close contact with Airtech during the research period. Sharing knowledge in both supplier and client directions creates a sustainable cooperation between all the stakeholders.
These materials provided very promising research results, which allows us to inform future customers well about these Airtech materials.
Results of the material research
Frequent printing with all three materials allowed us to identify the behavior of the materials specifically for CEAD’s E25 extruder. Tests, conform to ASTM standards (D-638, D-790), were conducted in order to validate the tensile and flexural strength. Two of these tests can be seen in the video on this page.
What then became clear is that each material showed a different behavior. This demonstrates the importance of having our own process guideline for each material. The results ensure that CEAD and Airtech are able to advise customers on the best use of these high quality materials, focused on their application.
Continue reading on large format additive manufacturing

Three groundbreaking world conquerors nominated for 39th edition Rotterdam Entrepreneur Award
This article was originally written in Dutch, click to read the original version in DutchCEAD,Van Donge & De Roo and Hollandia Services are the finalists of the Rotterdam Entrepreneur Award 2024. The nominees for the [...]

What staff do you need for large format additive manufacturing (LFAM)?
When it comes to implementing a new technology, involving employees during the adoption process is essential. While our large format 3D printing solutions focus on automation, people are still a crucial element. With new [...]
3D Printing in boat manufacturing
In recent years, the Netherlands has become one of the trailblazers in maritime technology, specifically with its adoption of large format 3D printing in boat manufacturing. This innovative approach to shipbuilding transforms the traditional [...]
CEAD and ADAXIS Integration Redefines Efficiency in Robotic Large Format 3D Printing
JEC World Paris, 5th March, 2024 - CEAD, frontrunner in robotic large format 3D printing solutions, is thrilled to announce a pivotal collaboration with ADAXIS, a rapidly fast-growing robotics software company. This strategic partnership aims to strengthen [...]

Large format 3D printing with PIPG
If you are looking for a cost-effective, easy to use and beautiful printing material for your large format 3D printer, PIPG is the right material. PIPG, or Post-Industrial PET-G, is an innovative recycled material [...]
3D printing with pellet extruders versus with filament
In all processes of industrial manufacturing, efficiency is key, and speed is paramount. Industrial 3D printing helps companies to improve and speed up their manufacturing processes by rapid prototyping, unlocking fast customization and by [...]